品質(zhì)保證
Mobile menu混料控制
 一、混料前準(zhǔn)備
一、混料前準(zhǔn)備
a) 根據(jù)《生產(chǎn)配方通知單》 確定配方號,將配方號所 用的主料和輔料從倉庫領(lǐng) 出
b) 檢查電子計價秤和磅秤是 否正確,發(fā)現(xiàn)異常應(yīng)及時 讓有關(guān)部門進行校正。確保計量準(zhǔn)確。
c) 按配方號中的基本順序用 累計稱量法將各種輔料一 一嚴(yán)格按量稱量,其結(jié)果應(yīng)滿足輔料的累計重量總合,每種小料重量偏差不超過正負(fù)0.1%。
二、混料
a) 檢查高速混合機的鍋壁是否有殘余的料塊,如有應(yīng)先清除。
b) 檢查高速混合機和冷拌機的氣動卸料門的動作是否靈敏。冷拌機 的冷卻水是否暢通。
c) 先將高速混合機空載低速啟動運行,其運行的方向應(yīng)與機器的要 求一致,空載運行5分鐘,一切正常后由低速運行轉(zhuǎn)向高速運行。
d) 按工藝要求的順序?qū)⒃o料倒入高速混合機,然后啟動冷拌機, 當(dāng)達到工藝要求的溫度時,開 啟卸料門,待高速混合機中的 料卸完后,關(guān)閉卸料門,重新 按順序?qū)⒃o料倒入高速混合 機。
e) 當(dāng)冷拌機中的料溫達到工藝要 求的溫度后,用手動開啟卸料 門,將料灌入無破損的料袋或 儲料車。
三、混料工藝對混料效果的影響
a)熱混 根據(jù)各種原料的作用和相互之間的協(xié)同效應(yīng),配好小料,按合理的投料順序是首先在低速攪拌下加入PVC;同時加入穩(wěn)定劑、加工助劑、內(nèi)潤滑劑、顏料以及抗沖改性劑高速攪拌,當(dāng)溫度升到80℃左右時加入蠟類等外潤滑劑;90~100℃時,加入碳酸鈣與鈦白粉等無機物。溫度達到105 ℃時放入冷鍋。
b)原理 首先加入PVC與穩(wěn)定劑,可以充分發(fā)揮穩(wěn)定劑對PVC的穩(wěn)定作用;內(nèi)潤滑早加入利于原料的初步凝膠化作用;然后加入加工助劑、抗沖改性劑等以利于其與PVC的混合;外滑劑稍后加入,是為了避免外滑劑作用影響到原料之間的摩擦和分散;碳酸鈣、鈦白粉等無機粒子最后加入,一方面避免了無機填料對潤滑劑的吸收,另一方面也減少這些較硬粒子對混料設(shè)備的磨損。這樣的加料順序?qū)⑹拐麄€混料更為科學(xué)。也可以將所有原料同時投入進行混料的工藝。公司對混料嚴(yán)格要求,同時注重培訓(xùn),根據(jù)設(shè)備改進和工藝改進,同時投料進行混合,其干混料一樣能很好地滿足生產(chǎn)需要。提高了效率。
c)熱混與冷混溫度對混料效果的影響 熱混溫度需要高于PVC的玻璃化溫度。其具體設(shè)定值要根據(jù)熱混的目的是否達到來定。如果熱混溫度偏低,首先是干混料中小粒徑組份仍有很多,干混料易產(chǎn)生靜電,不利于流動,甚至在管道輸送過程中容易出現(xiàn)原料分層的現(xiàn)象,嚴(yán)重影響產(chǎn)品質(zhì)量;其次是干混料的預(yù)塑化程度不夠,不利于后期生產(chǎn)取得較好的塑化水平,產(chǎn)品的材料性能受影響;第三是原料中的水份等揮發(fā)份沒除盡,使后期加工中析出增加,產(chǎn)品易出現(xiàn)氣泡、甚至降解等現(xiàn)象,嚴(yán)重影響產(chǎn)品外觀和材料性能。如果熱混溫度設(shè)置太高,則干混料預(yù)塑化程度過高,穩(wěn)定劑在混料時即消耗太多,影響后期生產(chǎn)時的工藝控制和產(chǎn)品的材料與外觀性能,甚至影響產(chǎn)品的耐候性。公司冷混溫度設(shè)定在45~50℃。
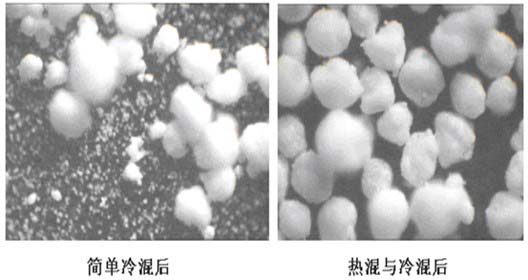
混料前與混料后的對比
生產(chǎn)過程控制
一、開機前的準(zhǔn)備
 a) 首先根據(jù)產(chǎn)品的規(guī)格選擇機頭模 具,安裝前應(yīng)將模具的端面和流 道用細(xì)紗紙打光。并按下列順序 將機頭裝好。裝機頭法蘭(合流 芯分流器支架和芯模、模體、口 模和口模壓板。要求:四周的螺 絲松緊一致,防止漏料。
a) 首先根據(jù)產(chǎn)品的規(guī)格選擇機頭模 具,安裝前應(yīng)將模具的端面和流 道用細(xì)紗紙打光。并按下列順序 將機頭裝好。裝機頭法蘭(合流 芯分流器支架和芯模、模體、口 模和口模壓板。要求:四周的螺 絲松緊一致,防止漏料。
b) 機頭模具的各區(qū)域裝上加熱圈( 注意加熱圈必須與模具緊貼,不 能松動),并按區(qū)域裝上熱電偶。
c) 開啟機頭模具部分加熱器的開關(guān), 對機頭進行加熱,并檢查和觀察加熱器的電流表的參數(shù),如發(fā)現(xiàn)電流表無讀數(shù)、加熱器表面無發(fā)熱應(yīng)檢查接線和儀表柜內(nèi)的空氣開關(guān)。
 d)當(dāng)機頭模具的溫度已達到工藝要求的60%—70%時,再開啟機筒加熱系統(tǒng)。
d)當(dāng)機頭模具的溫度已達到工藝要求的60%—70%時,再開啟機筒加熱系統(tǒng)。
e)檢查機身和真空箱的用水系統(tǒng)是否有堵塞現(xiàn)象、如有堵塞應(yīng)立即清理。
f)換上相應(yīng)規(guī)格的真空定徑套 (安裝前應(yīng)觀察孔眼或線槽有 無堵塞現(xiàn)象如有堵塞應(yīng)立即清 理)換好定型箱后的封氣橡皮 開啟真空泵聽其運行是否正常
g)開啟水泵并檢查噴水嘴、牽 引機、切割機等輔機設(shè)備,看 其是否全部運轉(zhuǎn)正常。
h)當(dāng)各區(qū)的溫度達到工藝溫度 后應(yīng)保溫半小時左右,這期 間可將機頭各部位的螺絲重新 均勻緊固,并對口模出料間隙做初步的調(diào)整,待芯模的溫度達到150—160℃時方可進行開機。
二、開機
 a)檢查螺桿轉(zhuǎn)速、喂料轉(zhuǎn)速、同步轉(zhuǎn)速的電位器是否已回零。 如回零就按以下順序操作:將該管材型號規(guī) 格的原料加入料 斗,啟動主機以 低轉(zhuǎn)速運行(螺 桿轉(zhuǎn)速在3—5轉(zhuǎn) /分為宜),觀察 電流表的讀數(shù)無 異常的情況下( 螺桿的空轉(zhuǎn)時間應(yīng) 盡量的短一點), 開啟喂料螺桿(應(yīng)少量、逐的),并注意電流表的讀數(shù), 當(dāng)管胚擠出口模時應(yīng)將同步轉(zhuǎn)速逐漸提高。
a)檢查螺桿轉(zhuǎn)速、喂料轉(zhuǎn)速、同步轉(zhuǎn)速的電位器是否已回零。 如回零就按以下順序操作:將該管材型號規(guī) 格的原料加入料 斗,啟動主機以 低轉(zhuǎn)速運行(螺 桿轉(zhuǎn)速在3—5轉(zhuǎn) /分為宜),觀察 電流表的讀數(shù)無 異常的情況下( 螺桿的空轉(zhuǎn)時間應(yīng) 盡量的短一點), 開啟喂料螺桿(應(yīng)少量、逐的),并注意電流表的讀數(shù), 當(dāng)管胚擠出口模時應(yīng)將同步轉(zhuǎn)速逐漸提高。
b)當(dāng)擠出的管胚已塑化均勻的時候,若有彎曲現(xiàn)象時,應(yīng)調(diào)整口模調(diào)節(jié)螺絲,直到管胚與機頭的端面基本垂直為止。
c)將調(diào)整好的管胚快速進入真空定型箱,并開啟水泵,當(dāng)管胚被牽引機帶動后,開啟真空泵并調(diào)整到工藝要求的真空度。
d)開啟噴碼機,打上相應(yīng)規(guī)格的字符。
e)切割取樣檢查管材內(nèi)、外壁是否光滑,尺寸是 否符合要求。如壁厚有偏差應(yīng)調(diào)節(jié)口模與芯模 的同心度,并作好記號進行調(diào)整后的復(fù)檢。如 管材幾何尺寸和外表均符合標(biāo)準(zhǔn)的話,應(yīng)按相應(yīng)的標(biāo)準(zhǔn)要求取樣做物理性能的測試。
三、停機
a)將喂料機的螺桿停止加料,將主機螺桿轉(zhuǎn)速緩緩減慢,同時將牽引機的速度也緩緩減慢。在喂料口上方加入適量停機料(清洗料),當(dāng)停機料出口模時,并基本將螺桿中的料擠空后,將主機螺桿轉(zhuǎn)速回到零,并關(guān)閉各區(qū)的溫度。
b)將真空定型箱的真空泵和水泵關(guān)閉,將牽引機電位器回零并關(guān)閉,將整個定型箱后退,關(guān)閉切割機氣源,關(guān)閉總電源。
c)如要換其他規(guī)格的模具應(yīng)準(zhǔn)備好拆機頭的工具。將機頭內(nèi)的殘余料用銅片或銅棒進行清理,模具拆下后的各零件用0-1號砂紙將黏附在表面的塑料祛除,并打光,涂上機油防銹。存放到原模具定置區(qū)。
生產(chǎn)過程檢驗
一、生產(chǎn)中關(guān)鍵點的控制
a)小料配方檢驗 --> 準(zhǔn)確程度
b)混料檢驗 --> 工藝溫度
c)生產(chǎn)工藝檢查 --> 設(shè)定溫度是否與工藝卡想匹配
d)設(shè)備各部位運行情況
二、成品控制
a)后道工自檢
b)車間班長復(fù)檢
c)車間主任抽檢
d)品技部首檢、 抽檢、判斷。 合格送試驗室 性能檢驗,不合格返工和報廢。
試驗室性能檢驗
在線檢驗員首檢、抽檢合格后送試驗室做全性能檢測,性能合格后入庫。

圖中試驗員正在做PVC扁平試驗
試驗員做PP-R靜液壓試驗

產(chǎn)品庫存管理
一、產(chǎn)品入庫
生產(chǎn)出來的產(chǎn)品,首檢—抽檢—性能檢驗全部合格后辦理入庫手續(xù)。下圖中為車間代入庫產(chǎn)品
二、產(chǎn)品庫存管理
產(chǎn)品按類別、 規(guī)格型號分別存 放,庫房采取立 體貨架形式,增 加了庫存能量, 減少了庫房面積, 節(jié)省了庫房使用 成本。
PP-R管件系列立體貨架

PP-R存放倉庫

PE-RT存放倉庫

三、產(chǎn)品出庫
a)倉儲主管每天根據(jù)預(yù)發(fā)貨時間統(tǒng)一安排,把當(dāng)天和第二天要發(fā)貨的單據(jù),交由PVC倉管員代表和PP-R倉管員代表,同時將當(dāng)天需要發(fā)貨的信息填寫在看板上(具體內(nèi)容按看板內(nèi)容填寫)。 接到《銷售出庫單》的倉管員代表,按不同區(qū)域把其中黃聯(lián)銷售出庫單分給其他倉管員備貨。理貨完畢后倉管員代表收集銷售出庫單,統(tǒng)一在單據(jù)上的包裝編號一欄中根據(jù)實際件數(shù)填寫編號,并將理好的件數(shù)送至待發(fā)區(qū),將一式三聯(lián)的銷售出庫單交給搬運組長。
b)搬運組長接到備好貨的銷售出庫單后,核對銷售出庫單上的件數(shù)和實際收到的件數(shù)是否一致,核對正確后簽字確認(rèn),將黃聯(lián)出庫單留下,其他兩聯(lián)交給倉管員,同時在看板上填寫相對應(yīng)的產(chǎn)品件數(shù),貨車到達公司時根據(jù)黃聯(lián)的銷售出庫單按客戶要求安排裝車,無特殊要求下按公司裝車程序安排。
c)倉管員將搬運組長簽字后的出庫單紅聯(lián)用信封裝好放置①號箱內(nèi),外包裝上寫上“內(nèi)附清單”白聯(lián)交給倉儲主管。
d)倉管主管將簽字確認(rèn)后的白聯(lián)出庫單登記后交于倉庫統(tǒng)計,統(tǒng)計在賬套內(nèi)審核此單據(jù),根據(jù)倉庫主管的《發(fā)貨日匯總表》整理好相對應(yīng)出庫單,于第二天上午九點之前將出庫單交于市場部負(fù)責(zé)人。
e)由市場部主管將審核好的《備貨通知單》交倉儲主管,倉儲主管交相關(guān)倉管員備貨,備貨完畢后放至備貨區(qū),備貨單交由倉儲主管。評審?fù)ㄟ^后,由倉庫統(tǒng)計打印銷售出庫單交于倉儲主管,倉儲主管核對備貨單與出庫單無誤后,把兩份單據(jù)附在一起交于倉庫員,倉管員接到評審?fù)ㄟ^的單據(jù),把貨送至待發(fā)區(qū)待裝車。
f)按要求車裝好后,簽訂運輸合同和開據(jù)物資出門證,和客戶確認(rèn)發(fā)出時間和到貨時間,確保貨物準(zhǔn)時、準(zhǔn)確無誤的送到客戶手中。
